
Singapore: UV-Assisted Extrusion-Based Bioprinting to Make GelMA Hydrogels for Soft Tissue Engineering

 It’s difficult to manufacture complex tissue constructs with the necessary mechanical properties and structure integrity when you’re with bioprinting in soft tissue engineering. Typically, scientists will use materials, like PCL, to reinforce the inside of 3D bioprinting constructs, but the long degradation period is not great. But a team of researchers – Pei Zhuang, Wei Long Ng, Jia An, Chee Kai Chua, and Lay Poh Tan – from Singapore’s Nanyang Technological University have proposed a novel UV-assisted, extrusion-based (UAE) 3D bioprinting method that could help fabricate soft tissue constructs with the desired structural integrity. The team lays out their work in a paper titled “Layer-by-layer ultraviolet assisted extrusion-based (UAE) bioprinting of hydrogel constructs with high aspect ratio for soft tissue engineering applications.”
It’s difficult to manufacture complex tissue constructs with the necessary mechanical properties and structure integrity when you’re with bioprinting in soft tissue engineering. Typically, scientists will use materials, like PCL, to reinforce the inside of 3D bioprinting constructs, but the long degradation period is not great. But a team of researchers – Pei Zhuang, Wei Long Ng, Jia An, Chee Kai Chua, and Lay Poh Tan – from Singapore’s Nanyang Technological University have proposed a novel UV-assisted, extrusion-based (UAE) 3D bioprinting method that could help fabricate soft tissue constructs with the desired structural integrity. The team lays out their work in a paper titled “Layer-by-layer ultraviolet assisted extrusion-based (UAE) bioprinting of hydrogel constructs with high aspect ratio for soft tissue engineering applications.”
The abstract reads, “Herein, we present a facile bioprinting strategy that combines the rapid extrusion-based bioprinting technique with an in-built ultraviolet (UV) curing system to facilitate the layer-by-layer UV curing of bioprinted photo-curable GelMA-based hydrogels to achieve soft yet stable cell-laden constructs with high aspect ratio for soft tissue engineering. GelMA is supplemented with a viscosity enhancer (gellan gum) to improve the bio-ink printability and shape fidelity while maintaining the biocompatibility before crosslinking via a layer-by-layer UV curing process. This approach could eventually fabricate soft tissue constructs with high aspect ratio (length to diameter) of ≥ 5. The effects of UV source on printing resolution and cell viability were also studied. As a proof-of-concept, small building units (3D lattice and tubular constructs) with high aspect ratio are fabricated. Furthermore, we have also demonstrated the ability to perform multi-material printing of tissue constructs with high aspect ratio along both the longitudinal and transverse directions for potential applications in tissue engineering of soft tissues.”
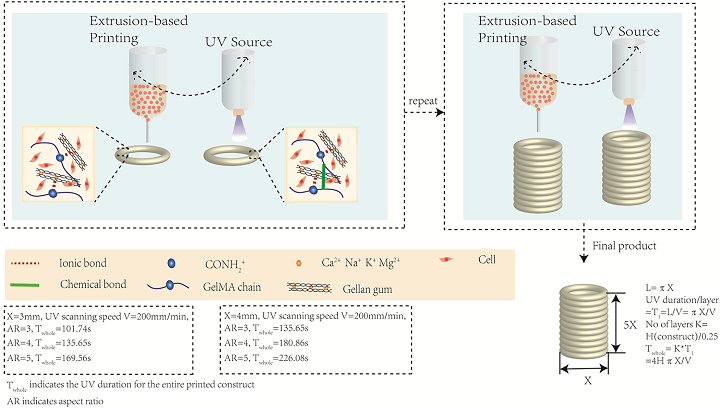
Schematic drawing of layer-by-layer UV-assisted bioprinting strategy. The gellam gun in the bio-ink serves as a viscosity enhancer to improve the bio-ink printability (via formation of ionic bonds between GelMA chain and gellan gum) during the extrusion printing process prior to further UV crosslinking (to form chemical bond between adjacent GelMA chains) of each individual printed layer. This layer-by-layer UV-assisted bioprinting strategy is repeated to eventually achieve fabrication of complex 3D structures with high aspect ratio.
Using 3D bioprinting to precisely deposit cells and biomaterials can really help facilitate interactions between them, which enables tissue maturation. A good microenvironment is necessary for regulation, but as previously mentioned, when it comes to soft tissue engineering, it’s difficult to achieve this. While there are many bioprinting approaches, extrusion-based seems best because of its compatibility with bioinks, ease of operation, and quick fabrication speed.
“An ideal bio-ink should exhibit good printability, biocompatibility and compliant tissue stiffness,” the researchers explained. “Most of the existing bio-inks are modified from natural biomaterials such as gelatin ([30–34]) and collagen ([35–37]) to form new composite bio-inks with tunable properties. Particularly, gelatin methacryloyl (GelMA) has been identified as a promising bio-ink owing to its excellent biological properties and tunable physical properties ([38, 39]).”
The bioprinting phase involves characterization of rheological properties, determination of suitable UV scanning speed and selection of suitable bio-inks.
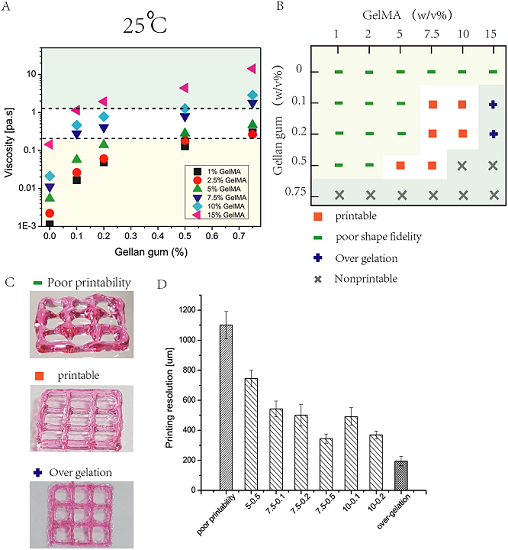
A) Rheological properties of 30 different GelMA-GG bio-inks at a constant shear rate of 100s−1 at 25°C indicated higher bio-ink viscosity with increasing polymer concentrations. B) An overview of the different GelMA-GG bio-inks in terms of printability and cell encapsulation. C) Representative images of printed constructs to distinguish among the three different classifications; (Top) poor printability, (Middle) good printability, (Bottom) over-gelation. D) Influence of bio-ink on printing resolution, a more viscous bio-ink results in higher printing resolution due to significantly less spreading of the shear-thinning bio-inks upon contact with the substrate surface.
Bioinks based in GelMA are often used in regenerative medicine and tissue engineering, but if there are high concentrations of this material, limited cell activity can occur because of high crosslinking density, as well as stiffness of the photo-crosslinked constructs; low concentrations can cause poor shape fidelity and low printing resolution.
“Hence, further optimization is required to improve the stability and printability of GelMA bio-inks. A plethora of methods have been explored to improve the rheological behavior of GelMA, such as the addition of various materials like nanosilicates ([46]), partial crosslinking GelMA with enzymes ([33]), or through cooling process,” stated the researchers. “Among these methods, gellan gum, which is a non-toxic polysaccharide, has been discovered as a promising rheological modifier to improve the rheological property of the bio-ink.”
The team chose to use the minimum necessary amount of gellan gum (GG) in order to balance biocompatibility and “endow the enhanced printability of GelMA-GG,” while they used layer-by-layer UAE bioprinting when making thick cell-laden tissue constructs in order to reinforce resolution and structure stability.
“As such, we have demonstrated the ability to fabricate bioprinted constructs with high aspect ratio via a layer-by-layer UAE bioprinting strategy,” the researchers explained.
“The study offers a new bioprinting strategy to generate stable 3D structures with compliant mechanical property and high aspect ratio using GelMA-based (GelMA-GG) bio-inks for engineering of soft tissue constructs.”
They investigated 30 different combinations of GelMA-GG bio-inks in three stages:
- Bioink preparation phase
- Bioprinting phase
- Post-printing phase

A) Left: Printed grid construct with no layer-by-layer UV curing using 7.5-0.2 group. Right: Printed grid pattern with the 6 selected GelMA-GG bio-inks. B) a. Printed grid construct. b. Side view of the printed construct. c-e. Tubular structures printed with GelMA-GG bio-ink (7.5-0.2) with different AR, which is bioprintable and cell permissive. f-h. Multiple materials deposition with layer-by-layer UV curing.
The team loaded the cells into the composite bioinks to evaluate their potential sedimentation and ease of cell encapsulation. The bioinks were then printed using the UAE method in order to evaluate accuracy and printability of the constructs. The researchers adjusted the print parameters in order to “achieve structures with high aspect ratio,” and then investigated the “UV effects on printing resolution and cell behavior,” before finally evaluating the 3D printed constructs for their corresponding cell behavior and material properties.
The team used a regenHU bioprinter, with a temperature of 25 ± 1°C and 27G needle, for its experiments, and fabricated GelMA-GG constructs in a rectangular shape.
“To optimize the printing process, 2D structures were first printed to determine the bio-ink printability and then further tests were conducted to determine the optimal printing pressure and feed rate. Additionally, UV scanning speed has shown critical effects on printing resolution and cell viability,” the researchers wrote. “To study the influence of UV scanning speed on printing resolution, C2C12 encapsulated GelMA-GG constructs with 1, 3, 5, 7, 9 and 11 layers were printed into grid pattern under fixed printing speed and pressure. The width of the printed filaments were measured to determine the change of printing resolution overtime. Meanwhile, Live/dead staining and ImageJ was used to analyse the cell viability in the printed constructs. Cells in the bottom layer of the constructs were by imaged by fluorescent microscope to determine the UV influence on cell viability by cell counting analysis. After which, 3D grid and tubular constructs of different aspect ratio at varying diameter were printed with layer-by-layer UV curing approach using the identified optimal printing parameters with all the printable bio-inks.”
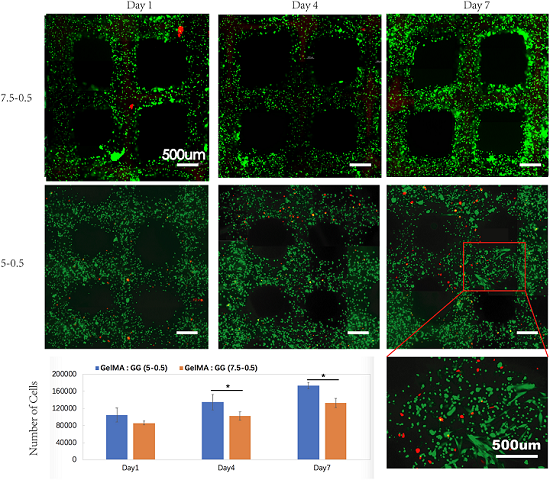
C2C12 cell viability and proliferation study of cell printing on Day 1,4 and 7; scale bar is 500 μm.
C2C12 cells were also printed, so that the team could study how material stiffness and microstructure influenced cell behavior. They were able to easily choose composite bio-inks for specific tissue engineering applications by performing a manual casting approach.
“The GelMA-based bio-inks have exhibited great biocompatibility for cells due to the presence of RGD peptides,” the researchers concluded.
“To strike a balance between printability and biocompatibility, minimum ideal amount of gellan gum was added to enforce the printability of the bioinks without compromising the biocompatibility. In-depth characterization and evaluation on the different composite GelMA-GG bio-inks were performed to select a suitable range of GelMA-GG bio-inks through our proposed parametric study.
“From our work, a suitable range of bio-ink viscosity lower than 0.124 Pa·s at 37°C was found to be suitable for cell encapsulation and to achieve a homogeneous cell-laden bio-inks. Material viscosity of 0.2-1.0 Pa·s at a printing temperature of 25°C is recommended for printing of complex 3D cell-laden constructs with high aspect ratio using our layer-by-layer UV-assisted bioprinting strategy. The critical role of UV source in printing process has been investigated, specifically, the UV influence on printing resolution and cell survival rate. In addition, a strong correlation between material microstructure and stiffness has been shown in our study and their synergistic influence on cell behavior has been investigated.”
The researchers said their method could be adapted for all light-curable materials.
Discuss this and other 3D printing topics at 3DPrintBoard.com or share your thoughts below.
Subscribe to Our Email Newsletter
Stay up-to-date on all the latest news from the 3D printing industry and receive information and offers from third party vendors.
You May Also Like
3D Printing Unpeeled: New Arkema Material for HP, Saddle and Macro MEMS
A new Arkema material for MJF is said to reduce costs per part by up to 25% and have an 85% reusability ratio. HP 3D HR PA 12 S has been...
3D Printing News Briefs, January 20, 2024: FDM, LPBF, Underwater 3D Printer, Racing, & More
We’re starting off with a process certification in today’s 3D Printing News Briefs, and then moving on to research about solute trapping, laser powder bed fusion, and then moving on...
3D Printing Webinar and Event Roundup: December 3, 2023
We’ve got plenty of events and webinars coming up for you this week! Quickparts is having a Manufacturing Roadshow, America Makes is holding a Member Town Hall, Stratafest makes two...
Intuitive Machines Debuts $40M Hub for Lunar Ambitions and 3D Printing Tech
Best known for its pioneering work in lunar exploration and its development of the Nova-C lunar lander, Intuitive Machines (Nasdaq: LUNR) has marked yet another significant milestone. The leading space...




























